■週間日記「今週のW.A.T」■
オーナー様からご依頼いただいた、RC30のO/H。
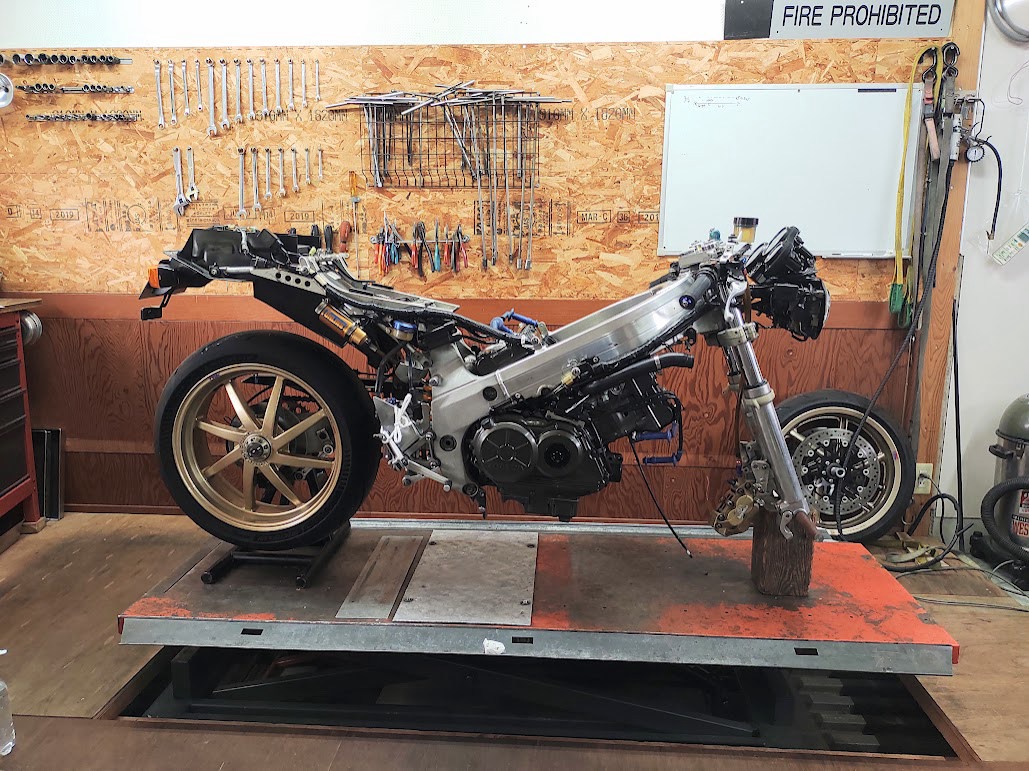
完成したエンジンをフレームに載せて、実車にします。
今回は車体側O/Hはナシだけど、ついでに軽くメンテ。
エンジン降りてる「今」じゃないとできないこともある。
そんなんエエからさっさと載せて納品しろ?
ふん。どうせ納期遅れてるねん。好きにやらせてくれい。
同じ謝るなら、もう好き放題やってスッキリ謝るタイプ。
謝るいうても「ゴメン」で済ますけど、ゴメンなさい。
左、右写真: 普段は見えないフレーム内側の汚れ。
エンジンが降りてるこの機会に徹底洗浄しておきます。
エンジン載せたら見えないんだけど、気分の問題ね。
因みに、こんなに茶色くHC焼けしてる理由はフルエキ。
左写真: 汚れが溜まるアンダーカウル内側。
こういうのって、お家では意外と洗えないんよね。
右写真: ラジエターは、内も外も綺麗に洗浄。
特にコア内部の汚れは、我々プロでないと落とせない。
左写真: オイルリターンチューブのクランプを交換。
部品は1000円ほどだが、「今」じゃないと換えれない。
右写真: エンジンのスラストをシム調整。
マニュアルにはない作業だけど、結構隙間があるのよ。
左写真: エキパイも綺麗に磨いて装着。
走ったらまた一瞬で焼けるんだけど、気分の問題さね。
右写真: フレーム内側がHC焼けしていた理由。
伸びて遊んだ排気フランジのスプリングを新品に交換。
左写真: ついてにキャリパーもメンテ。
右写真: ついでにクラッチ操作系もメンテ。
マスター側もリリース側もまだ部品が出て助かりました。
因みにピストン7000円、それでも作ること思うと格安。
左写真: キャブレターもO/H。
ホンダさんがジェット類を再販してくれて、O/H可能に。
右写真: 無い部品はコピーして作る。
遮熱板やガスケットなどは、材料から作れるからセーフ。
左、右写真: 火入れ式の後、台上で調整。
オーナー様も電話で火入れ・音出しにご参加いただく。
暖機・冷却を繰り返し初期安定した後、台上で調整へ。
音で近所迷惑だと思うが、野良犬の心臓でやり切る。
左写真: でも最後は実走で調整・確認。
「乗らな判らん」と、平気でオーナー様より先に乗る俺。
うひょ〜!V4サイコー!じゃなくて、細かい具合を確認。
右写真: 実走で気になったクラッチを再調整。
ふう。完成。ご相談いただいてから、2年かかった??
RC30は何台もO/Hしてきたが、昔より時間がかかる。
技術的にも再販部品的にも「できること」が増えたから。
あと、経年進んでレストア的な手間が増えたのも理由。
劣化度合いでいうと、昔よりかなり進んでいるもんな。
因みにおいちゃん、業販の「メタル交換修理」なら2日。
「降ろし」で半日「メタル交換」1日「載せ」で半日。
それが、O/Hになるとナゼこんなに時間かかるのか?
先に言うとく。RC30終わったし4月全部休むかもしれん。
仕事に飽きた。昨年の仕事終わったし、お正月休み。
例えばクーラント、ウチはまず薬液で何度も暖機する。
その後シリンダまでドレン、リンスしてからクーラントに。
理由は、水路内の水垢やゴミ等を熱湯洗浄したいから。
鋳鉄スリーブの30は、単体で水垢の煮沸洗浄ができん。
手袋したら、熱伝導が落ちて指先が冷えんやん?
水路が汚れても、水との伝導が落ちて冷えんのよ。
クーレント入れるだけなら5分、洗浄リンスは半日仕事。
ウチは冷却水入れるだけでコレ。他も推して知るべし。
シリンダまでドレン?何のハナシ?と思うやん?
普通はシリンダにドレンがあるのなんか、知らんもんな。
ウォータージャケット底はゴミ沈殿槽。ソコを抜くドレン。
水はフィルターないからね、コア詰まらんように溜める。
見えない作業品質。ココまで抜く店なんかまずおらん。
とか思ってたら、シリンダドレンの修正依頼が。
誰も触らんから固着して、善意の店が折れ込みくらう。
ふふふ。それでも「知れば」抜かんわけに行かんもんな。